Dosierventile
Dosierventile, auch als Strahlmitteldosierventile, Dosierarmaturen oder Regelventile für Strahlanlagen bezeichnet, ermöglichen eine präzise Steuerung des Strahlmittelflusses beim Sandstrahlen. Sie sorgen dafür, dass das Strahlmittel gleichmäßig und bedarfsgerecht dem Luftstrom zugeführt wird.
Alle 6 Ergebnisse werden angezeigt
-

Dosierventil MP 1/2″ Clemco
126,00 € -
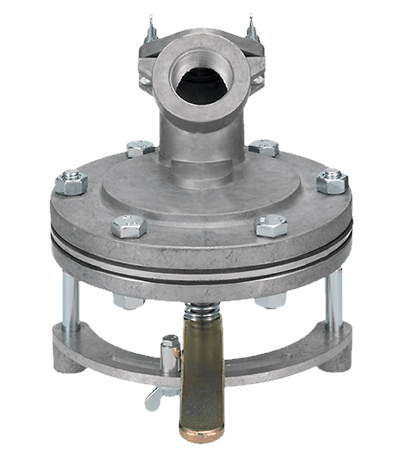
FSV Dosierventil 1 1/4″ Clemco
235,00 € -

Dosierventil FSV 11/4″, Contracor
144,00 € -
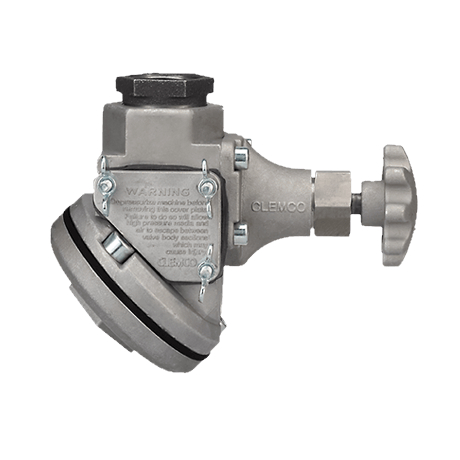
Dosierventil QK Clemco
402,00 € -
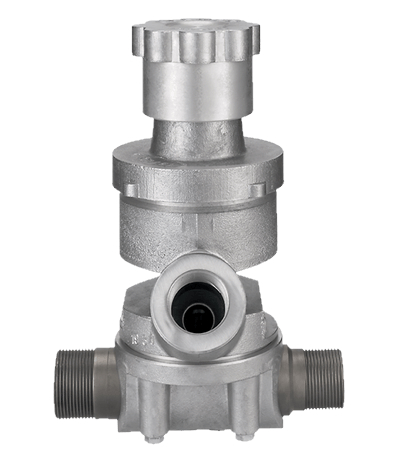
Strahlmittel-Dosierventil PT Clemco
907,00 € -

Dosierventil SGV, Contracor
134,00 €
Strahlmitteldosierventile für präzises Sandstrahlen
Strahlmitteldosierventile sind zentrale Steuerkomponenten in Sandstrahlanlagen. Sie regeln die Menge des zugeführten Strahlmittels im Verhältnis zur Druckluft und beeinflussen damit direkt die Strahlleistung, den Materialverbrauch und die Oberflächenqualität. Eine präzise Einstellung sorgt für gleichmäßige Ergebnisse und einen wirtschaftlichen Betrieb.
Begriffe und ähnliche Bezeichnungen für Strahlmitteldosierventile
- Strahlmitteldosierventile
- Dosierventile für Strahlmittel
- Strahlmittelventile
- Strahldosierventile
- Dosierregler für Strahlmittel
- Strahlmittel-Regulierventile
- Dosierklappen für Strahlanlagen
- Strahlmittelsteuerung
- Strahlventile
- Abrasiv-Dosierventile
- Ventile für Sandstrahlanlagen
- Strahlmitteldurchflussregler
Funktion von Strahlmitteldosierventilen
Das Strahlmitteldosierventil steuert den Zufluss des Strahlmittels in den Luftstrom. Dadurch wird bestimmt, wie viel Material pro Zeiteinheit auf die Oberfläche trifft. Eine korrekte Einstellung ist entscheidend für:
- gleichmäßiges Strahlbild
- optimale Reinigungsleistung
- reduzierten Strahlmittelverbrauch
- kontrollierte Oberflächenbearbeitung
Einsatzbereiche von Dosierventilen
Strahlmitteldosierventile werden in verschiedenen Strahlsystemen eingesetzt:
- Druckstrahlanlagen mit Strahlkessel
- industrielle Sandstrahlanlagen
- begehbare Strahlhallen
- mobile Strahlanlagen
- Hand- und Automatikstrahlsysteme
- Strahlkabinen
Vorteile präziser Strahlmitteldosierventile
- exakte Steuerung des Strahlmittelstroms
- höhere Wirtschaftlichkeit durch geringeren Verbrauch
- konstante Strahlqualität
- einfache Anpassung an verschiedene Strahlmittel
- verbesserte Prozesskontrolle
FAQ zu Strahlmitteldosierventilen
Was ist ein Strahlmitteldosierventil?
Ein Strahlmitteldosierventil regelt die Menge des Strahlmittels, das in den Luftstrom einer Strahlanlage gelangt.
Wofür werden Dosierventile verwendet?
Sie werden eingesetzt, um den Strahlprozess zu steuern und ein gleichmäßiges Strahlergebnis zu erzielen.
Warum ist die richtige Einstellung wichtig?
Eine falsche Einstellung kann zu ungleichmäßigem Strahlbild, höherem Verbrauch oder schlechter Oberflächenqualität führen.
In welchen Anlagen werden sie genutzt?
In Druckstrahlanlagen, Strahlkabinen, mobilen Strahlsystemen und industriellen Strahlhallen.
Können verschiedene Strahlmittel damit geregelt werden?
Ja, das Dosierventil kann an unterschiedliche Strahlmittel wie Korund, Glasperlen oder Stahlgranulat angepasst werden.
Entdecke unser Strahlerzubehör von OTS uvm.